





CBN带柄磨头(用于粗磨和细磨)
品牌:东巨
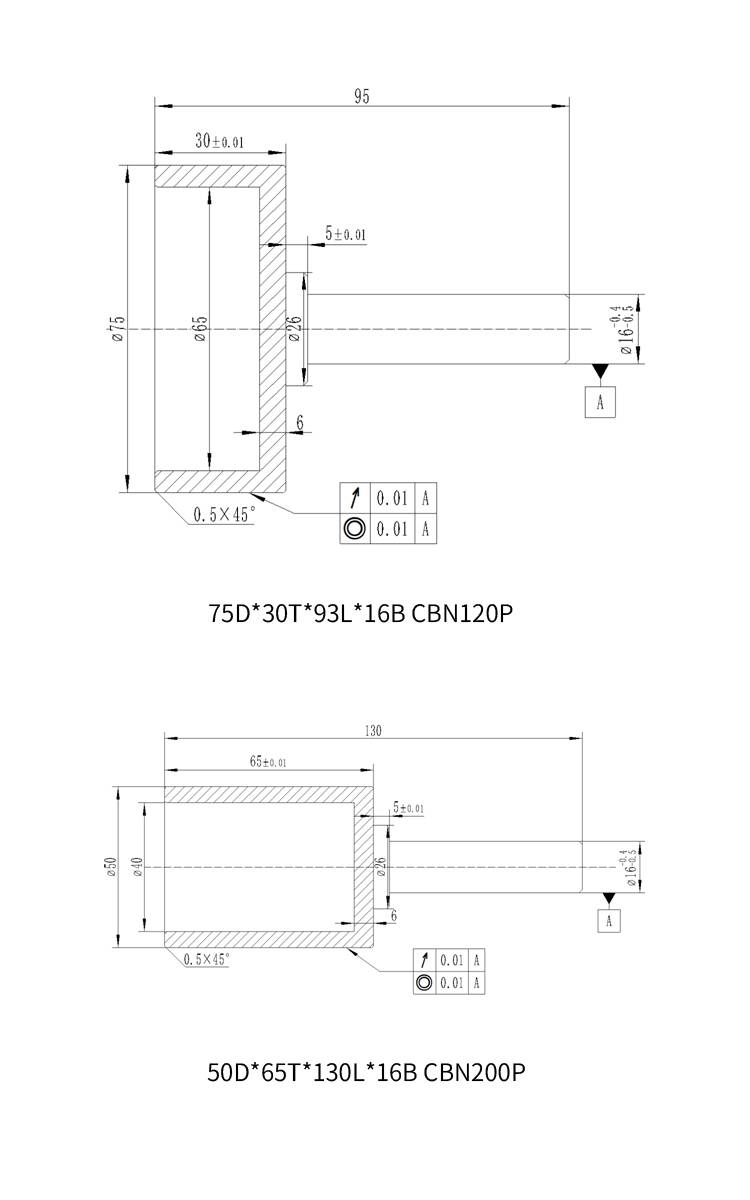
直径:50mm、75mm
砂长:65mm、30mm
总长:130mm、93mm
柄径:16mm
形状:圆柱头 、空心减重
壁厚:5mm
磨料:氮化硼CBN
粒度:80#、120#、200#
结合剂:电镀
同轴度:0.02
适用设备:CNC数控磨床、机器人等
加工对象: 高速钢,高碳钢,高铬钢,工具钢和模具钢的大孔径加工、修整,高速磨削和内部磨削。
研磨方式:内圆磨
研磨条件:干磨
线速度:25M/S
转速:12000-15000RPM
起订量:5支
交期:10个工作日





东巨超硬磨具店研磨技术部研发内孔的研磨工具,内孔也是组成零件的基本特征之一,像零件上有许多小孔,如螺丝,螺栓的紧固孔,套筒,法兰盘及齿轮的回传体上的小孔,以及轴承孔,空心轴的深孔等,据技术反馈,内孔的加工可用金刚石铰刀,CBN 铰刀,内孔研磨棒,钻石磨棒,金刚石磨头,金刚石镗刀等这些工具进行加工,常用的加工方法有钻孔,扩孔,铰孔,镗孔,拉孔和磨孔等,今天我们来选择其中之一来给大家讲解一下,其他的工具我们随后讲解,今天我们就来共同看一下电镀立方氮化硼磨头使用时的注意事项:

1、CBN磨头的形状一般有圆柱形磨头,半球形磨头,圆弧形磨头,球形磨头,圆锥磨头,椭圆形磨头等,一般配合高转速内圆磨设备进行使用,也可用在内孔研磨机,电磨机,吊磨机,内圆磨床,CNC设备上常加工内径,在加工时,首先要考虑一下孔径大小,深度,精度,工件形状,尺寸,材料,生产批量及设备等条件,如果是精加工时,可以用 400# 砂进行精磨,粗磨时可用 200#金刚砂轮进行粗磨,在加工时,机床转速每分可调 4000 转到 6000 转,进刀量每次 4UM 以内,可加工碳钢,不锈钢,合金钢及超硬淬火料之孔精细研磨。

2、加工前,看一下被加工的工件是否牢靠,除了将被加工件固定牢靠外,还应将电磨空载一下,在确认没有任何异常后才可以加工操作。工件时如果发现金刚石磨头松动,晃动,应立即停机,重新紧固,在使用磨头前,先把防护眼镜带上。以确保工作人员的安全。

3、使用磨头加工时,务必人员偏离磨头的切线方向,防止磨头断裂伤人。严禁用力过猛,应让磨头在工件表面自由磨削,避免磨头爆裂及断柄现象。磨头单位压力增大,相对工作效率及整平效率提高。但是过大的压力会导致机器输出的功率增加,加快电机的损坏,机器的使用寿命会缩短,同时还回加快磨头的损耗。

4、 磨头铁柄应装入夹头三分之二,严禁外露太长,造成运转过程中产生离心力。磨头的包装检验: 物料名称、产品标签填写、标识等是否正确、清楚、包装盒有无破损、脏污、受潮等现象。
