
对于轴承生产噪音的情况要及时对轴承进行更换并修复相关零部件。如果电主轴已经出现噪音,不及时处理可能会导致轴承座、转子、轴甚至定子线圈都产生无法修复的损坏,大大增加不必要的损失。

电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。
主轴拉刀机构检测。不同型号规格电主轴的拉刀力也不同(可见参数数据),如果电主轴的拉刀力不足,一般是拉刀机构出现问题,需要仔细排查。拉刀力不足,会造成刀具在高速旋转过程中脱出主轴,甚至引发严重事故。
电主轴的技术指标和参数很多,终端用户要对电主轴进行检测及预防性维修,需要确定适合的参数和指标,才能进行预防性维修和检测。以下对几个影响主轴正常使用的关键参数进行解读。
电主轴用油气润滑,指的是润滑油在压缩空气的携带下,被吹入陶瓷轴承。油量控制很重要,太少,起不到润滑作用;太多,在轴承高速旋转时会因油的阻力而发热。
铣削和加工中心用电主轴在设计上通常有恒扭矩段和恒功率段相配合,以满足宽速度范围内的切削需要,低速需要大扭矩重切削,高速需要一定功率的精切削,所以电机制式与磨用电主轴等有较大不同。
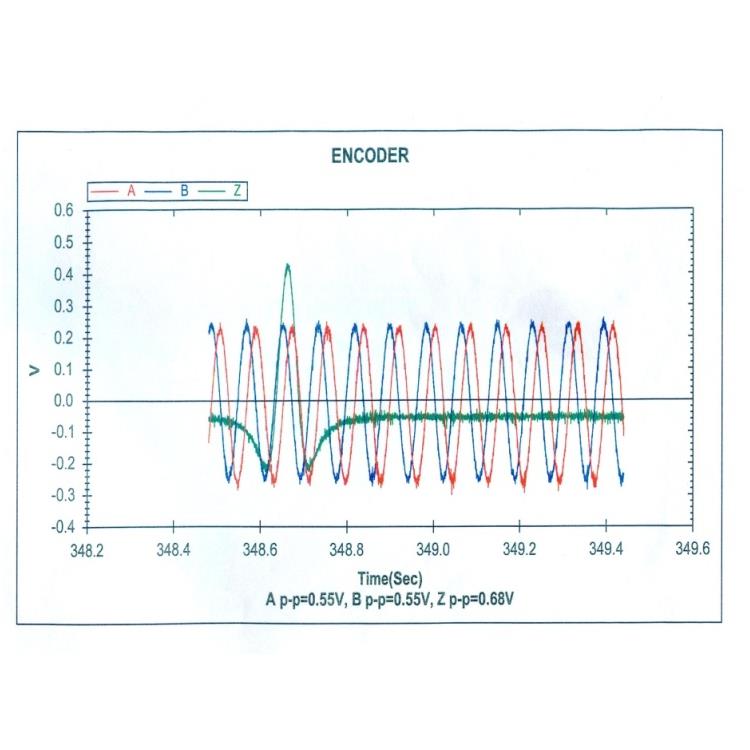
电主轴的起停机状态
主轴的起停机状态一般是用来检查和测定主轴从0到指定速度及从指定速度到0时主轴的振动状态,测 出某个速度或转速范围的共振峰值,以便在正常加工时避开这个速度或转速范围,以保护电主轴及保证加工精度、表面加工质量等。
磨用电主轴的设计一般兼顾的转速范围比较小,通常是转速的80%-****,同时还要兼顾砂轮的许用线速度,因此一般在使用时不能既用高速小砂轮又用低速大砂轮,否则会因为低速功率不够大而导致大砂轮磨削的效果和效率比较低差,另外由于大砂轮本身的自重,高速电主轴轴承承载能力不能满足其要求而导致主轴轴承寿命的急剧降低,精度寿命大大缩短。
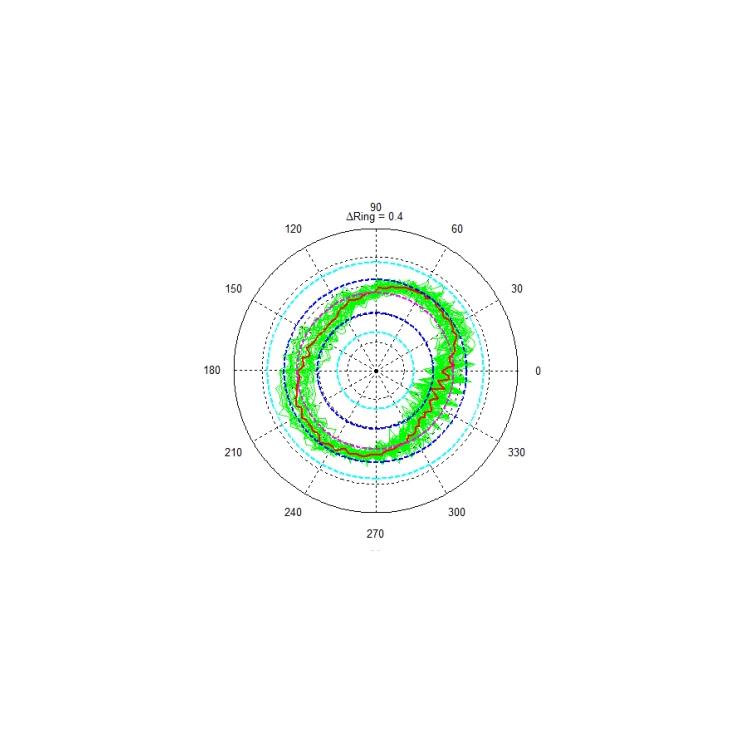
电主轴的动平衡
动平衡G表明动态性不平衡力的单位,而G*MM是静态数据不平衡力矩单位。动平衡精度等级可分成 11个等级,每一个等级间以2.5倍为增加量,从大规定的G0.4到G4000,电主轴动平衡精度等级为G1以内,高转速电主轴要求达到G0.4以内。
在选择电主轴时刀具的接口一定要明确,这也是有原则的,一般情况下BT50的接口转速只能在8000RPM一下的电主轴中使用,BT40的接口可以在18000RPM下的电主轴中使用,如果要更高的转速,刀具接口需要选择相应的高速刀具接口,数控铣削电主轴上配用的ER弹簧夹头或者SD弹簧夹头也是有一定的许用高转速的。
我们公司本着“客户至上,诚信至上”的原则,秉持“管理创造价值、服务提升优势、品质至上、服务至优"的发展理念,欢迎新老客户参观与咨询。